
























电动旋转夹爪作为工业自动化领域的核心执行器,其精度直接影响精密装配、柔性分拣等场景的作业质量。本文从驱动系统、传动机构、传感反馈、控制算法四大技术模块切入,解析其实现高精度的技术路径,并探讨精度提升对生产效率、产品良率的影响,为工业场景选型提供理论依据。

一、传统夹爪的精度困局:工业场景的“隐形枷锁”
在半导体晶圆搬运场景中,传统气动夹爪因气压波动导致力控误差大,晶圆边缘破损率居高不下;物流分拣系统中,传统夹爪响应滞后,难以匹配高速输送带的节拍需求;医疗器械组装环节,缺乏旋转自由度的夹爪需额外配置旋转台,设备占地面积显著增加。这些案例揭示了一个核心问题:传统夹爪在空间适应性、力控精度与动态响应上的不足,已成为制约工业自动化升级的“隐形枷锁”。
二、电动旋转夹爪的精度密码:四大技术模块协同突破
驱动系统:伺服电机与精密减速器的“黄金组合”
电动旋转夹爪的驱动系统采用永磁同步伺服电机与谐波减速器的直连结构。电机转子通过稀土永磁体励磁,定子绕组产生旋转磁场,二者电磁耦合精度直接决定运动精度。谐波减速器通过柔性齿轮的弹性变形传递运动,齿隙可控制在极小范围内,传动效率高,适合要求无间隙的场景。这种组合既解决了“输出力/扭矩稳定”问题,又实现了“运动响应无滞后”目标。
传动机构:机械间隙的“零容忍”设计
针对平移式夹爪,滚珠丝杠通过钢球在丝杠与螺母间的滚动传递力,摩擦系数低,能量损耗小。关键精度控制手段包括螺距误差补偿与预紧工艺:前者通过激光干涉仪测量丝杠螺距误差,并将补偿数据写入控制器;后者通过双螺母预紧消除轴向间隙,提高刚性。针对平行夹爪,齿轮齿条传动采用“主动齿轮+双从动齿条”的对称设计,配合齿条导轨的平行度控制,确保两爪运动偏差极小。
传感反馈:三维监测网络的“毫秒级响应”
电动旋转夹爪的传感系统形成“位置-力-环境”三维监测网络。电机内置高分辨率编码器实时反馈转子位置,消除累计误差;夹爪末端集成光栅尺,直接测量实际位移,避免传动链累积误差;内置六维力传感器或应变片力传感器,实时监测夹持力,当抓取易碎件时,传感器能捕捉微小力变化,控制器通过算法自动停止运动。温度传感器与振动传感器则应对工业环境干扰,通过热膨胀系数模型实时修正位置指令。
控制算法:多环协同与自适应调整的“智能闭环”
控制系统采用电流环、速度环、位置环三级闭环控制:电流环通过调节稳定电机输出扭矩;速度环通过前馈控制补偿惯性滞后;位置环采用算法融合编码器与光栅尺数据,预测位置偏差并提前修正。针对工件尺寸偏差、表面粗糙度变化等不确定因素,算法通过“试抓取-学习”模式动态调整参数,实现“指令-执行-反馈-修正”的毫秒级闭环。

三、精度提升的工业价值:从实验室到生产线的“质变效应”
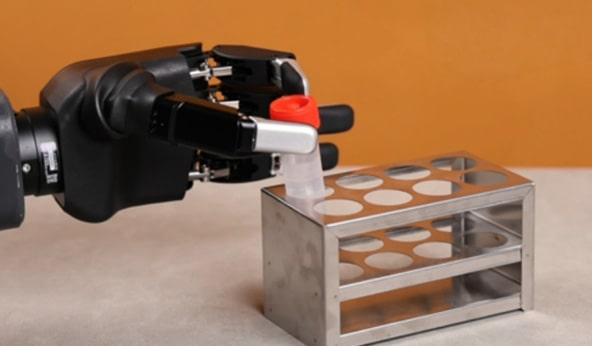
在精密装配场景中,高精度电动旋转夹爪可实现针头与注射器的精准对接,装配成功率显著提升,单件工时大幅缩短;柔性分拣场景中,夹爪通过视觉识别系统自动调整抓取策略,处理多种SKU,分拣准确率高;危险环境作业中,采用特殊材料的电动旋转夹爪替代人工完成放射性物质搬运,作业安全性提升。这些案例证明,精度提升不仅直接降低废品率,更通过减少人工干预、缩短节拍时间,推动工业自动化向“高效、柔性、智能”方向演进。
总结
电动旋转夹爪的精度突破是驱动系统、传动机构、传感反馈与控制算法四大技术模块协同创新的结果。其“精准驱动-低损耗传递-实时感知-动态修正”的技术路径,不仅解决了传统夹爪的精度瓶颈,更通过模块化设计与标准化接口,快速集成至各类自动化设备,成为精密装配、柔性制造与危险环境作业的核心工具。随着技术的持续迭代,电动旋转夹爪将向“更高精度、更低能耗、更强智能”方向演进,为工业自动化注入新动能。
问答列表
Q1:电动旋转夹爪的精度受哪些因素影响?
A:驱动系统的电机与减速器匹配、传动机构的机械间隙控制、传感系统的实时反馈能力、控制算法的动态修正效率均会影响最终精度。
Q2:高精度电动旋转夹爪适用于哪些场景?
A:精密装配、柔性分拣、危险环境作业、医疗器械组装、半导体制造等对空间适应性、力控精度与动态响应要求高的场景。
Q3:如何提升电动旋转夹爪的长期稳定性?
A:通过结构刚度强化、温度补偿机制、定期维护传动部件、优化控制算法中的摩擦补偿模型等方式,可降低长期运行中的精度衰减。
Q4:电动旋转夹爪与传统气动夹爪的核心差异是什么?
A:电动夹爪通过伺服驱动与闭环控制实现高精度,而气动夹爪依赖气压驱动,精度受气压波动、机械磨损等因素影响较大。
Q5:未来电动旋转夹爪的技术发展方向是什么?
A:更高分辨率的传感系统、更智能的自适应控制算法、更轻量化的机械结构、更开放的通信接口将是主要发展方向。
