
























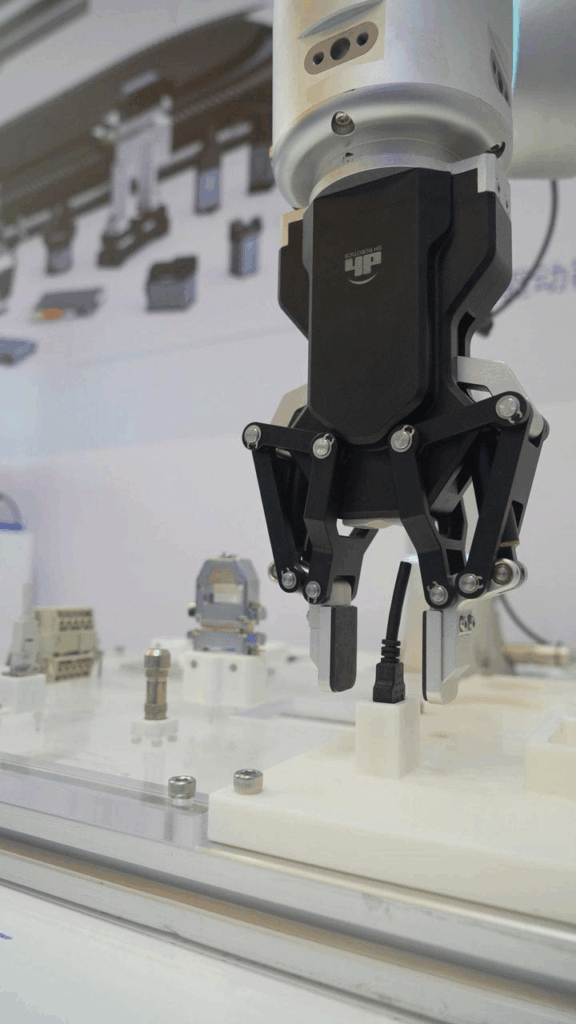
在工业自动化领域,电动平行夹爪作为精密执行元件,其稳定性直接影响生产线的效率与质量。然而,长期高负荷运行或操作不当易引发卡滞、夹持力衰减、定位偏差等问题。本文将系统性拆解常见故障类型,提供可落地的排查步骤,帮助技术人员快速定位问题根源。
一、卡滞故障:机械润滑与部件磨损的双重挑战
典型现象:夹爪运动受阻,伴随异常摩擦声或完全停滞。
排查步骤:
清洁与润滑:
使用压缩空气吹扫电动夹爪内部缝隙,清除金属碎屑与粉尘;
选用合成润滑脂,通过注油枪精准涂抹齿轮、丝杠等高摩擦部位,重点润滑轴承滚道;
手动运行3个周期,观察润滑剂分布均匀性。
部件磨损检测:
齿轮齿面点蚀面积超过30%时需更换,避免齿形失配导致传动卡顿;
轴承振动加速度有效值超过5m/s²时,更换高精度轴承,消除游隙引发的偏心运动。
案例参考:某3C电子产线因长期未润滑导致轴承卡死,通过清洁与部件更换,使夹爪寿命延长40%。
二、夹持力不足:接触面与控制系统的协同优化
典型现象:工件抓取不稳定,易滑脱或变形。
排查步骤:
机械结构优化:
在夹爪指尖加装硅胶指垫,提升摩擦系数;
选用聚氨酯等高摩擦材料制作夹爪本体,增强抓取力。
电控系统校准:
通过软件设置不同工件的抓取力阈值,例如对光滑塑料件启用“软抓取模式”,降低夹持压力至额定值的60%;
安装力传感器实时监测夹持力,当检测值低于设定值时,系统自动触发电机扭矩补偿。
数据支撑:某物流分拣系统通过机械优化,使金属件抓取稳定性提升40%;半导体设备厂商通过力传感器反馈,将产品破损率从2%降至0.3%。
三、位置偏差:传动间隙与编码器信号的精准修正
典型现象:夹爪重复定位精度下降,无法准确到达目标位置。
排查步骤:
传动系统检查:
检测齿轮啮合背隙,若超过0.1mm需调整齿轮位置或更换谐波减速器;
使用激光对中仪校准电机与减速机的同轴度,误差控制在0.05mm以内。
编码器校准:
通过标定程序建立误差映射表,在0-360°范围内每10°采集一次误差值,生成补偿曲线;
对编码器信号线采用屏蔽双绞线,并远离动力电缆布置,抑制电磁干扰。
技术验证:某机器人厂商测试显示,谐波减速器可将重复定位精度从±0.1°提升至±0.02°。
四、动作异常:电气连接与电源稳定性的深度排查
典型现象:夹爪间歇性抖动、速度失控或完全停机。
排查步骤:
电气连接检查:
定期检查电缆表皮磨损情况,更换断裂或老化线路;
改用镀金触点连接器,降低接触不良故障率。
电源质量监测:
使用电压表测量供电电压稳定性,若波动超过±5%,需加装稳压器;
在控制柜内加装EMI滤波器,抑制电源噪声干扰。
行业实践:某冶金行业设备通过电源优化,避免高温环境下电机过热停机。
五、环境适应性故障:多尘、潮湿与高温的针对性防护
典型现象:夹爪在恶劣环境中频繁故障,寿命缩短。
解决方案:
多尘环境:增加清洁频率至每日1次,检查密封件完整性,加装防尘罩;
潮湿环境:对电气舱进行密封处理,填充氮气防潮,避免冷凝水导致短路;
高温环境:选用耐热不锈钢制作夹爪本体,橡胶密封圈改用氟橡胶,耐温范围达-20℃至+200℃。
效果对比:某建材生产线通过防尘改造,使设备故障率降低70%;冶金企业通过耐高温改造,使设备在60℃环境下连续运行时间延长3倍。
常见问题解答(QA)
Q1:夹爪卡滞是否必须更换所有齿轮?
A1:无需全部更换。仅当齿轮齿面点蚀面积超过30%或齿形严重磨损时需更换,轻微磨损可通过润滑与调整啮合间隙修复。
Q2:如何判断夹持力不足是机械还是电控问题?
A2:机械问题通常表现为接触面光滑或部件变形,可通过加装指垫或更换材料解决;电控问题则伴随力传感器读数异常,需检查参数设置与反馈回路。
Q3:编码器校准需要专业设备吗?
A3:基础校准可通过标定程序完成,但高精度场景建议使用激光干涉仪等设备生成误差补偿表,确保定位精度。
Q4:潮湿环境是否必须填充氮气?
A4:非必须,但氮气可隔绝氧气,延缓金属部件氧化。替代方案包括涂覆防水涂层或使用密封胶填充缝隙。
Q5:预防性维护的频率如何确定?
A5:根据工况调整,高负荷生产线建议“每日清洁、每周润滑、每月校准”;低负荷场景可延长至每季度一次。
本文总结
电动平行夹爪的故障排查需结合机械、电气与环境三维度分析,通过标准化流程与预防性维护可显著降低停机风险。技术人员应掌握润滑、部件更换、参数校准等核心技能,并针对多尘、潮湿、高温等场景制定防护方案。科学维护不仅能延长设备寿命,更是保障生产线高效运行的关键。
